
Продукция





-

Однобалочный полукозловой кран
-

Ходовая тележка для электрической тали
-

Самоходная шарнирно-сочленённая подъёмная платформа с телескопической стрелой
-
Высокопрочные стальные кованые колеса
-

Канатная электрическая таль европейского типа
-

Двухбалочный козловой кран
-

Ходовые колёса кранов европейского типа
-

Ходовое колесо LD
-

Канатная электрическая таль типа CDMD
-

Консольный кран
-

Крюковая цепная электрическая таль
-

Цепное колесо
-

Канатная электрическая таль типа CD1
-

Миниатюрная электрическая таль
-
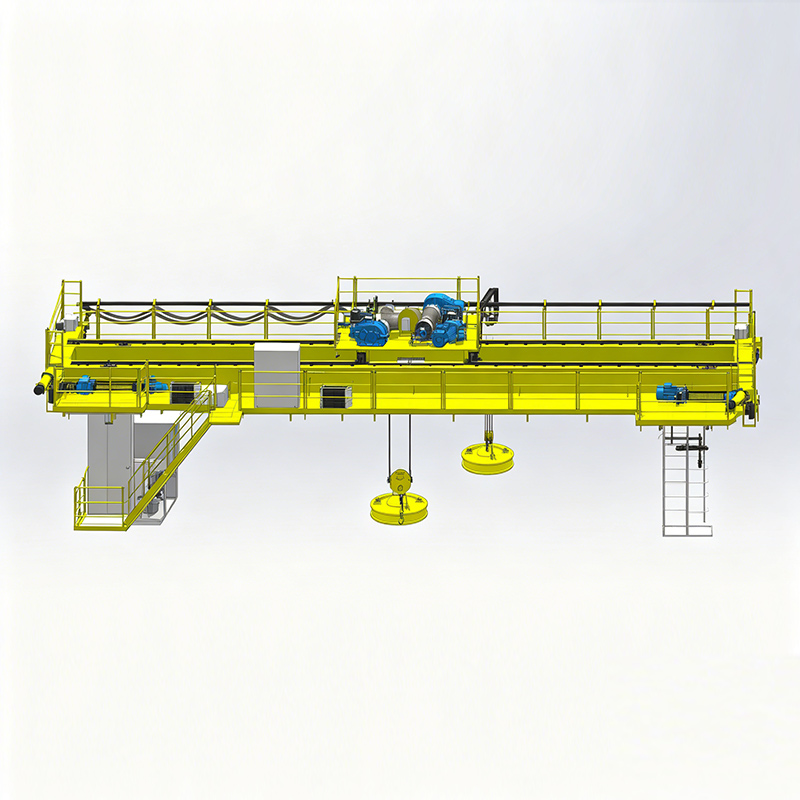
Двухбалочный мостовой кран
-

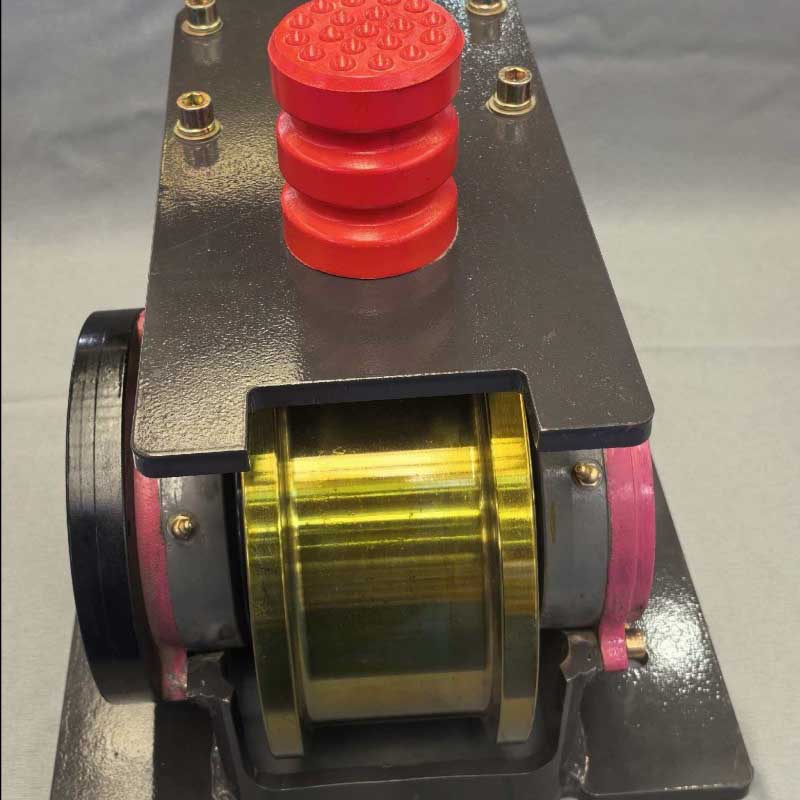
Цельные ходовые колеса



Кованые колесные блоки
Плотная структура, максимальная прочность: ковка устраняет литейные дефекты (рыхлоту, газовые и усадочные раковины), измельчает зерно металла, повышая плотность материала более чем на 10%. Прочность и вязкость значительно превосходят литые стальные колеса.
Описание
маркер
Ключевые эксплуатационные преимущества
★ Плотная структура, максимальная прочность: ковка устраняет литейные дефекты (рыхлоту, газовые и усадочные раковины), измельчает зерно металла, повышая плотность материала более чем на 10%. Прочность и вязкость значительно превосходят литые стальные колеса.
★ Повышенная износостойкость и усталостная прочность: однородная структура поковки, твердость поверхности колеса достигает HB 260–320. Износостойкость в 2–3 раза выше, чем у литых колес. Значительно улучшена стойкость к ударным нагрузкам и усталостному растрескиванию.
")
★ Высокая нагрузочная способность: номинальная динамическая нагрузка на одно колесо — от 10 до 50 тонн. Подходит для тяжелых условий металлургии, горной промышленности, портов и других высоконагруженных сценариев.
★ Высокая точность размеров: после ковки выполняется чистовой ЧПУ-обработкой. Соосность реборды и посадочного отверстия — отклонение ≤0,02 мм. Обеспечивается плавный ход и значительное снижение износа рельса.
★ Высокий запас надежности: отсутствие внутренних скрытых дефектов, отличное сопротивление хрупкому разрушению. Исключается внезапное разрушение колеса, гарантируется безопасность грузоподъемных работ.
Полный технологический цикл производства
Производство кованых ходовых колес осуществляется в соответствии со строгими металлургическими стандартами. Основные этапы:
▶ Подготовка заготовки: отбор качественной круглой стальной заготовки, неразрушающий контроль для выявления внутренних дефектов.
▶ Нагрев: нагрев заготовки до температуры ковки 1150–1250°C для повышения пластичности металла.
▶ Ковка: многократная проковка заготовки на мощном прессе для формирования черновой заготовки колеса и оптимизации структуры металла.
▶ Термическая обработка: закалка с высоким отпуском для обеспечения заданной твердости, вязкости и снятия внутренних напряжений.
▶ Чистовая ЧПУ-обработка: точение реборды, посадочного отверстия, шпоночного паза для обеспечения точности размеров и допусков формы и расположения.
▶ Финишная обработка поверхности: поверхностная закалка и накатывание рабочей поверхности колеса для повышения износостойкости; антикоррозионное покрытие.
Основные технические параметры и классификация
▶ Диаметр колеса: стандартно от 250 мм до 1000 мм; возможно изготовление нестандартных крупногабаритных размеров.
▶ Тип реборды: однобортовая, двубортовая, безребордная (для различных типов рельсов и условий эксплуатации).
▶ Нагрузочная способность: динамическая нагрузка на одно колесо — 10–50 тонн; статическая — до 80 тонн и более.
▶ Рабочая скорость: ≤60 м/мин (для тяжелых режимов); возможно изготовление высокоскоростных версий.
▶ Требования к твердости: поверхностная твердость — HRC 45–55; твердость сердцевины — HB 260–320.
Области применения
Мостовые краны, козловые краны, козловые краны-перегружатели, подвесные краны.
Металлургические краны, краны для закалочных цехов, тяжелое оборудование сталелитейных заводов.
Контейнерные козловые краны в портовых терминалах, карьерные транспортные машины.
Тяжелая строительная и горная техника, рельсовый подвижной состав.
")
")
")
связаться с нами
Сопутствующие популярные продукты
Миниатюрная электрическая таль
Микроэлектрический кран серии PA, 220 В, домашний малый подвесной кран, грузоподъёмность от 100 до 1000 кг, компактный подъёмный тросовой кран Микроэлектрический кран-каретка (серия PA) — компактное подъёмное устройство, специально разработанное для домашнего и лёгкого коммерческого использования.

Пульт дистанционного управления для электрической тали
Дистанционный управляющий прибор для промышленных беспроводных электрических кранов с одним или двумя режимами скорости, дальностью управления до 100 метров, водонепроницаемый и пылезащитный по стандарту IP65 — устройство для дистанционного управления подъёмными машинами

Миниатюрный козловой кран
Миниатюрный портальный кран: малый мобильный портальный кран мощностью от 0,1 т до 5 т, тип ручного/электрического привода, предназначенный для лёгкой подъёмной техники в цехах и лабораториях

Кованое стальное железнодорожное колесо
Мы являемся профессиональным производителем кованых стальных железнодорожных колес с опытом более 20 лет. Наша продукция соответствует международным стандартам AAR, UIC, EN, TB/T. Колеса изготавливаются из высокочистой углеродистой стали (CL60 / ER7 / ER8) методом точной ковки с последующей современной термической обработкой и чистовой обработкой на станках с ЧПУ.
Канатная электрическая таль типа CD1
Электрический кран с стальной канатной системой CD1 представляет собой компактное, малогабаритное устройство для подъёма с одним режимом передачи скорости и является наиболее классическим и широко распространённым типом среди кранов на стальных канатах. Благодаря компактной конструкции, небольшому собственному весу, простоте эксплуатации и низким затратам на обслуживание он представляет собой стандартное решение для подъёма в заводах, шахтах, складах, портах и производственных цехах.

Обрезиненные колеса с полиуретановым покрытием
Обрезиненные колеса с полиуретановым покрытием являются ключевыми ходовыми элементами промышленного транспорта — кранов, безрельсовых козловых кранов, электроплатформ, AGV и другого оборудования. Конструкция типа «металлическая ступица + эластомерное полиуретановое покрытие» обеспечивает идеальное сочетание высокой прочности металла и превосходной упругости полиуретана.

Концевая балка европейского типа
Европейский комплект концевых балок с приводным двигателем; концевые балки для однобалочных и двухбалочных мостовых кранов; механизм передвижения главного телеса; концевые балки по заказу производителя
Канатная электрическая таль типа CDMD
Электрические крановые подвесные устройства типа CD/MD для стальных канатов; промышленные краны напряжением 380 В; модели весом 1 т, 2 т, 5 т и 10 т
Цепное колесо
Промышленная однорядная звездочка, сталь 45, закалка + воронение, специально для кранов и конвейерного оборудования, возможность изготовления под заказ Промышленная приводная звездочка, однорядная цельная из углеродистой стали, для строительной и промышленной техники
Однобалочный полукозловой кран
Полупортальный кран типа BMH с одной балкой, грузоподъёмность 0,5–32 тонны; подстраивается под конкретные условия использования (производственные цеха, склады).
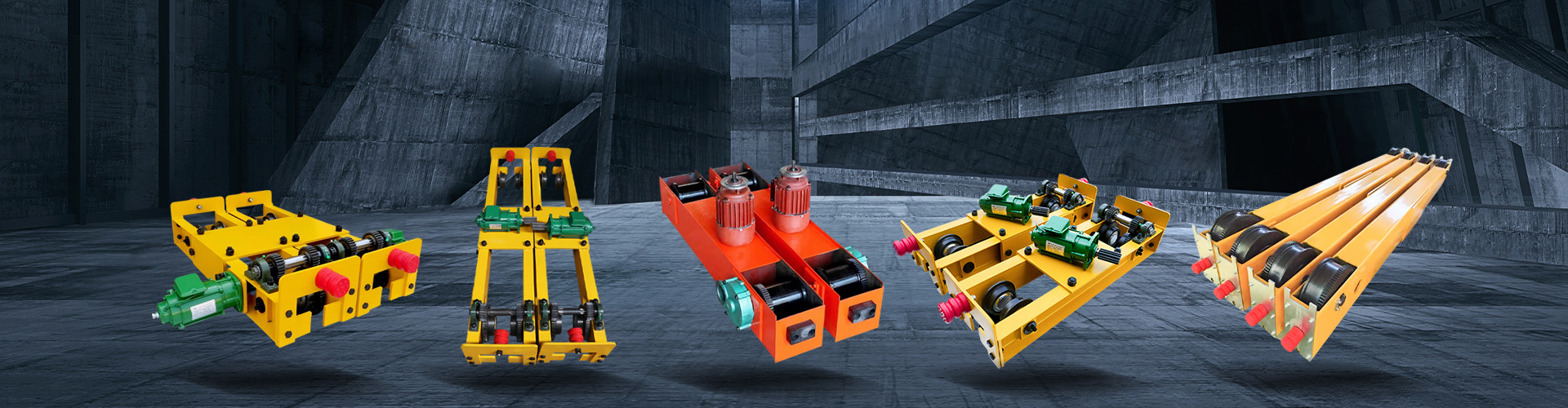
Ходовая тележка для электрической тали
Электрический кольцевой кран-транспортный тележка представляет собой компактное и легкое подъёмное устройство, объединяющее в себе электрический кольцевой кран и электрический транспортный тележок. Оно позволяет осуществлять вертикальное подъём и опуск тяжелых грузов, а также горизонтальное перемещение по рельсам из I-образной стали. Устройство широко применяется в промышленной транспортировке материалов и отличается компактной конструкцией, стабильной работой, высокой безопасностью и удобством эксплуатации.
Ходовые колёса кранов европейского типа
Высокопрочный материал и закалка: изготовлен из легированной стали (ZG45CrSi / 40Cr) методом цельного литья. Поверхность катания закалена ТВЧ. Высокая твёрдость и износостойкость. Срок службы в 2–3 раза выше, чем у обычных колёс.

Однобалочный козловой кран
Монобалочный гиростанционный кран модели MH, электрический кран-гусеничник с грузоподъёмностью от 0,5 до 32 тонн, предназначенный для использования на производственных складах и на открытом воздухе

Редуктор
Трансмиссии серии R/S/K/F с жёсткой зубчатой поверхностью; шестерёнчатые редукторы и электродвигатели; горизонтальные и вертикальные модели; высокая эффективность, низкий уровень шума; предназначены для промышленных трансмиссионных систем
Двухбалочный козловой кран
Двухбалансировочный гиростан MG; тяжелый наружный гиростан на гранатуре мощностью от 5 т до 500 т; оборудование для подъёма в складских и портовых условиях
Крюковая цепная электрическая таль
Цепной электрический кран — это компактное, лёгкое и надёжное малогабаритное подъёмное устройство, работающее на электрическом приводе с использованием высокопрочной легированной сталевой цепи в качестве несущего элемента.








